 |
Основные данные
|
Аппарат ДC 400А – промышленный инверторный сварочный источник на ток до 400А (ПВ 100%) с микропроцессорным управлением, для сварки покрытым электродом и аргонодуговой сварки.
Предназначен для работы в цеховых и полевых условиях при питании, как от стационар-ной сети, так и от автономных генераторов.
ДС 400А использует инновационную систему управления сварочной дугой с обратной связью, обеспечивающей контроль процесса с частотой более 1000 измерений в секунду. Это делают дугу управляемой и снижает разбрызгивание на 25-30%.
Аппарат специально разработан для производства монтажных и ремонтных работ, где необходимо стабильно высокое качество сварки.
Гарантия – 3 года.
МОЩНЫЙ
- Максимальный сварочный ток 400А при ПВ=100
- Управляемый вентилятор охлаждения включается только при необходимости
- Увеличенное напряжение дуги позволяет вести сварку на кабелях суммарной длиной 100м
ПРОЧНЫЙ И НАДЕЖНЫЙ
- Прочный стальной корпус
- Работа в диапазоне температур от -40°С до +40°С
- Усиленные силовые разъёмы
- Поддержание заданного тока вне зависимости от колебаний напряжения сети
- Адаптация для питания от автономного генератора
- Двойной входной фильтр, улучшающий электромагнитную совместимость источника с питающей сетью, защиту от помех и скачков U в сети.
ШИРОКИЕ ВОЗМОЖНОСТИ СВАРКИ
- Режим контактного и бесконтактного зажигания дуги на малом токе
- Непрерывный и импульсный режим работы
- 2-х тактный и 4-х тактный режимы работы
- Регулируемое время нарастания и спада тока при окончании сварки. Плавное нарастание сварочного тока необходимо для снижения износа электрода и защиты места начала сварки, а плавный спад предотвращает образование кратера
- Режим фокусировки дуги
- Режим «Миниток» позволяющий во время сварки производить быстрое переключение между двумя заданными уровнями тока
- «Быстрая» память сварочных режимов
- Плавное регулирова¬ние сварочного тока в диапазоне от 25 до 400 А. Точность задания тока – до 1А, контролируется цифровым индикатором
- Инновационная система управления сварочной дугой с обратной связью на частотах более 1000Гц. Дуга становится абсолютно управляемой. Разбрызгивание снижено на 25-30%
- Система "форсирования" сварочной дуги в режиме РД контролирует поведение сварочной дуги, делая ее мягкой, либо увеличивает проплавление и давление дуги
- Регулировка наклона вольтамперной характеристики в режиме РД от 0.4В/А до 1.25В/А управляет переносом ме¬талла, в зависимости от конкретных условий сварки и типа электрода, что особенно важно при сварке целлюлозными электродами.
ПРОСТОТА И УДОБСТВО ИСПОЛЬЗОВАНИЯ
- Интуитивно понятный интерфейс
- Цифровая индикация всех параметров сварки
- «Безопасный вариант» - имеет пониженное напряжение холо¬стого хода - 12 В и может исполь-зоваться для сварки в особо опасных условиях
- Система «горячий старт» обеспечивает легкое возбуждение сварочной дуги
- Система «антистик» защищает электрод от прилипания к детали
- Аналоговый и цифровой пульт ДУ для дистанционного управления сварочным током
- Отображение сварочного тока на индикаторе цифрового пульта ДУ
- Точный выбор диапазона регулировки тока с пульта ДУ
- Автоматическое отключение источника при перегреве, пониженном напряжении и отсутствии од¬ной из фаз питающего напряжения
- Управляемый вентилятор включается только при нагреве силовых элементов
- Встроенный ротаметр с подсветкой.

ИМПУЛЬСНЫЙ РЕЖИМ незаменим для управления процессом тепло¬вложения и кристаллизации сварочной ванны. Применение импульсного режима:
- облегчает работу сварщика при сварке деталей малых толщин,
- ведение сварки в различ¬ных пространственных положениях,
- снижает требования к квалификации сварщика, например при сварке вер¬тикальных и потолочных швов.
Наличие импульсного режима работы, при котором возможна регулировка времени и тока импульса, а также времени и тока паузы позволяет в широких пределах регулировать глубину проплавления и скорость кристаллизации металла шва при сварке труб и металлоконструкций в любом пространственном положении. Продолжительность и величина тока импульса подбирается таким образом, чтобы обеспечить проплавление, но не допустить прожога материала. Во время тока паузы сварочная ванна при минимально возможном токе горения дуги должна охладиться и частично закристаллизоваться. При помощи импульсного режима можно обеспечить требуемую проплавляющую способность дуги без опасности прожогов и получить большее количество наплавленного металла в единицу времени. При этом упрощается технология однопроходной сварки и выполнение корневых проходов при многослойной сварке труб и металлоконструкций без подкладок даже при больших, чем при обычной сварки, допусках на сборку, повышается эффективность процесса сварки и улучшается формирование швов. Швы получаются с плавными очертаниями и мелкой чешуйчатостью, соответствующей выбранному режиму пульсации дуги.
Режим модуляции (фокусировки) дуги позволяет максимально сфокусировать дугу, что дает возможность точнее управлять направлением перемещения и размером сварочного пятна.
Импульсная модуляция тока дуги, по-другому - наложение колебаний определенной частоты на стандартную форму тока, позволяет изменить глубину и форму проплавления металла, изменить форму сварочной дуги от традиционного «колокола» до более концентрированного вида – сфокусировать ее. Помимо изменения формы, дуга приобретает большую стабильность и «давление».
Основное отличие импульсной модуляции тока от традиционной сварки в импульсном режиме в частоте переменной составляющей тока. Ели для импульсного режима это, как правило, единицы или десятки Гц, то в случае импульсной модуляции – это сотни Гц. В последнем случае, скорость изменения тока сравнима со скоростью протекания динамических процессов в дуге.
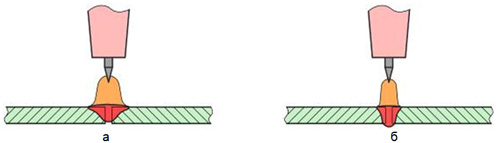
а) «обычная» сварочная дуга. б) «фокусированная» сварочная дуга.
Таким образом, функция фокусировки дуги позволяет получить точно сфокусированную стабильную сварочную дугу с высоким давлением плазмы и надежный равномерный провар шва.
При сварке корневого прохода труб по открытому зазору фокусировка и увеличение давления плазмы дуги позволяет получать уверенное проплавление и формирование обратного валика даже при уменьшении зазора до 1,5 мм. При сварке заполняющих проходов стабилизация дуги и увеличение температуры анодного пятна ведет к лучшему проплавлению металла и уменьшению риска получения несплавлений.
Режим фокусировки стабилизирует конус дуги и уменьшает блуждание, позволяя упростить сварку угловых стыков.
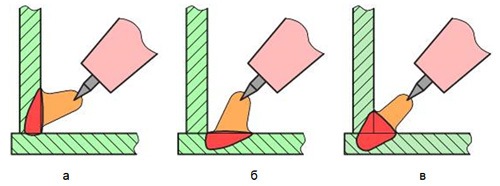
а, б) отклонение «обычной» сварочной дуги при сварке угловых швов. в) «фокусированная» сварочная дуга.